

Learn about the GrabCAD Platform
Get to know GrabCAD as an open software platform for Additive Manufacturing
Visit our new homepage



How to obtain proof of torque required by testing the current discharge torque with Silo1 full, standing.
Attached lever (1m) to the gearbox input shaft and measure the force to start rotating the shaft. How can this test be done if there is anyone who has an idea about this your advice would really be helpful.



You can use a small manual hydraulic jack, to which you will have to connect a pressure gauge (if it does not have one incorporated) and gently apply force until you detect that the lever starts to move. Perhaps the hardest part is getting grip against the axle without damaging it.
If you have the pressure and the diameter (therefore, the area) of the piston, then you will have the force exerted in Kg and with the length of the lever "L" in cm or meters you will be able to estimate the torque M = F*L
PS: when using a hydraulic jack you will not need a long lever (with 30 cm you may have enough). With any luck, your jack may have a built-in pressure gauge with a scale for direct measurement of "forces" instead of pressures...so even those calculations won't need to be done!

It is important to understand that, in this way, you are applying "in addition to a torque" a vertical force on the shaft that tends to flex it (this is an unwanted effect!).
Therefore, try to apply this simple lever as close as possible to the bearing of the axle in its bearing... instead of applying it at its free end.
I understand.
But what do you need to define? an electric motor? a reducer?
Because "if there is still any component from the original installation" even if it is damaged, it could give us data on the necessary power and torque. For example, if there is a "mechanical coupling", "any electrical component", or something that was ever used to drive the system, it may help determine the values needed.
PS: From what I see in the first photo, there are some electrical cables that would surely be from the drive motor of the system.
Their capacity can give you an idea (at least an upper bound) of the power that has been handled in the drive.
If you have the wire, then you have the current "I" that it is capable of withstanding. You can use the following formula to find the Power "Pw" of the drive.
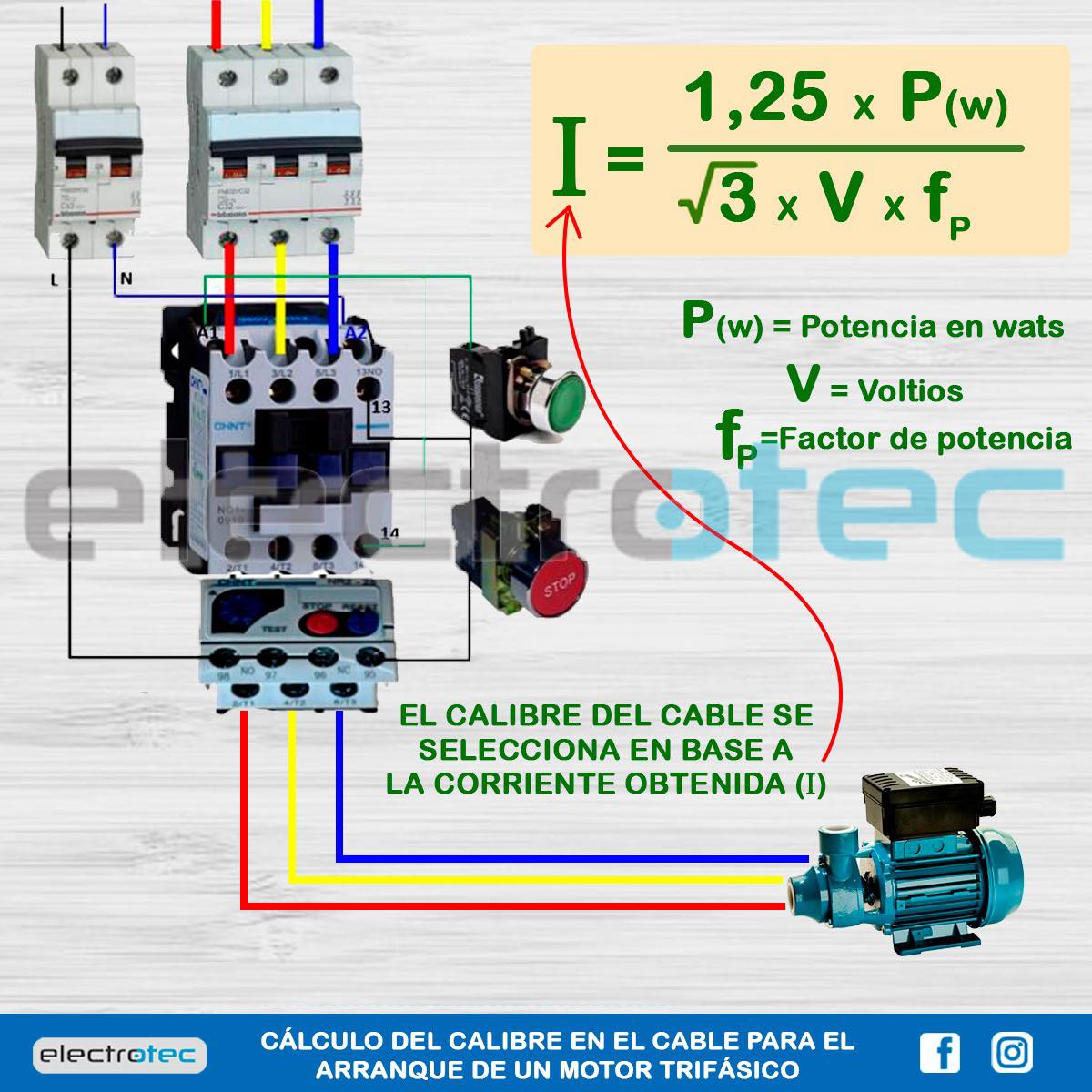
Source: Electrotec | CÁLCULO DEL CALIBRE DEL CABLE PARA UN MOTOR TRIFASICO

If you don't receive the email within an hour (and you've checked your Spam folder), email us as confirmation@grabcad.com.